
Very often, many manufacturers have encountered various problems in blown film process, which more or less reduce their efficiency and products’ quality. So the question is, those problems – What are they and how to prevent them?
Blown film (also known as tubular film) is created by extruding plastic through a tubular-shaped die and then stretched and blown with air to create a very thin-walled film. This is the most common method to make plastic films, especially in the packaging industry. However, this process might be interrupted by many challenges resulting from various parameters such as temperature, pressure, air flow,… Here are top problems in blown film that manufacturers have to face and detailed guidelines on how to deal with them

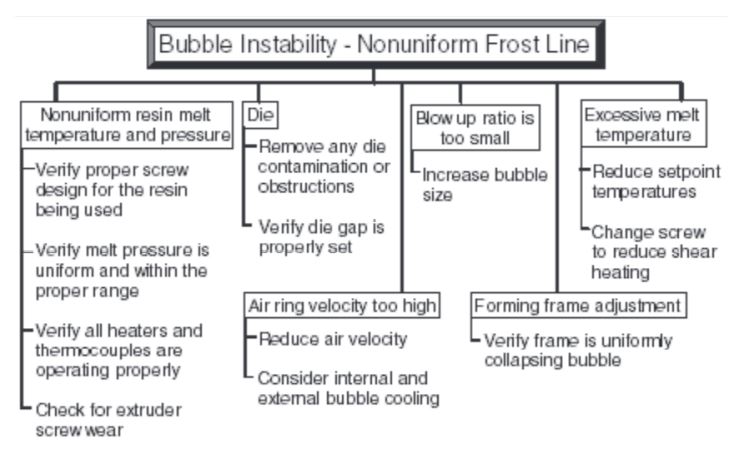
1. Bubble instability
This may be one of the most common problems in blown film. The term bubble instability encompasses many different types of issues related to the stability of the extruded bubble. The main issues include bubble breaks, strain hardening, unstable frost line, and bubble fluttering.
Bubble breaks: A bubble break occurs when molten material exiting the die is overstretched, resulting in a break in the bubble structure. This problem takes place when the melt strength of the extruded material is insufficient for the selected blow-up ratio (BUR).
To avoid it, resin selection can be modified to incorporate a higher-melt-strength material into the film structure to improve the overall melt strength. An example of this is incorporating low-density polyethylene (LDPE) into a linear low-density polyethylene (LLDPE) film to increase its overall melt strength.
Strain hardening: Strain hardening occurs when molten polymer is rapidly stretched in the machine direction (MD) and stiffens as a result. This causes fluctuations in internal bubble pressure and bubble width.
This issue can be prevented by reducing the drawdown ratio. Another solution is to modify the resin selection to decrease the overall elongational viscosity of the film, allowing the film to stretch more in the MD without experiencing any strain hardening.
Unstable frost line: In a stable process, the frost line will remain at a constant height above the die and is controlled by the cooling rate, die throughput, and film-thickness uniformity. When a process becomes unstable, the position of the frost line will become unstable as well. One cause of this instability is a non-uniform temperature profile in the extrudate. Another common cause of an unstable frost line is a blockage in the die. A non-uniform die throughput may be due to a buildup of degraded material in the die.
To avoid this, the die should be inspected for material buildup periodically and cleaned if necessary.
Bubble fluttering: Bubble fluttering initiates below the frost line and appears as linear marks on the bubble surface in the transverse direction (TD). This fluttering is caused by high air velocity coming from the air ring.
Decreasing blower speeds or adjusting air-ring components to reduce the air flow along the bubble surface will prevent bubble fluttering. However, reducing air flow will subsequently decrease the cooling efficiency of the air ring, which may then cause the frost line to drift away from the die, leading to new problems. To avoid this situation, resin selection can be optimized to reduce the overall melt viscosity of the extrudate and decrease the overall melt temperature.
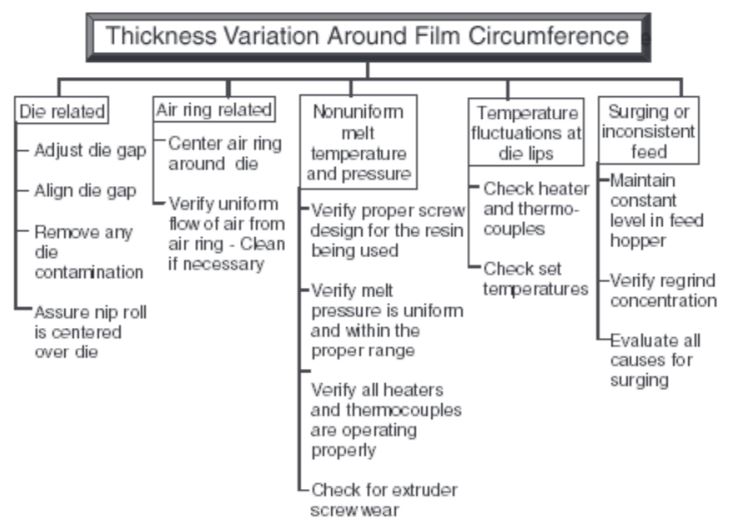
2. Gauge variation
Changes in film thickness or gauge around the bubble circumference is another problem in the blown film process. This can be caused by factors ranging from poor melt quality and surging to die and air ring mis-alignment.
Misaligned die: A common source of gauge variation is a misaligned die gap. A misaligned die will result in a non-uniform flow distribution of material leaving the die. To correct this, the die gap should be checked for uniformity along the circumference. If misaligned, the die can be recentered using the die-adjustment bolts.
Non-uniform air-ring cooling: Poor or non-uniform air flow coming from the air ring will result in non-uniform film cooling, which will impact the drawdown ratio of the film. This can result in portions of film being stretched more than others, which may lead to gauge variation.
To avoid this issue, the air channels in the air ring should be inspected and cleaned periodically to remove any impurities that may cause air-flow disturbances. The air ring should also be checked to confirm it is properly centered on the die.
Non-uniform melt temperature: Non-uniform melt temperature will result in variable bubble cooling rates and die throughputs. This variation is likely caused by an improperly designed or worn screw.
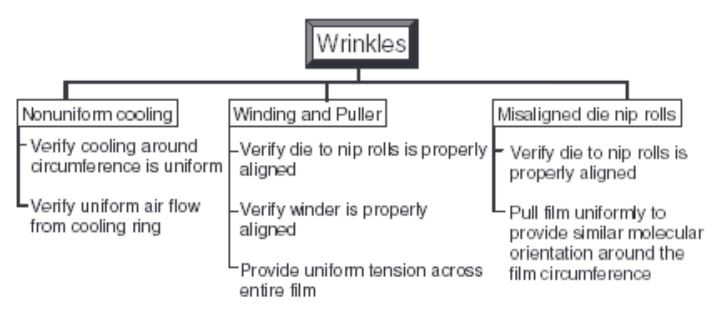
3. Wrinkles
Wrinkles are caused by nonuniform melt cooling, improper tension from the winder, or misaligned nip rolls. To solve this, the bubble has to be properly centered in the tower between the nip and the die to avoid an orientation on one side of the film versus the other in order to minimize differential shrinkage.
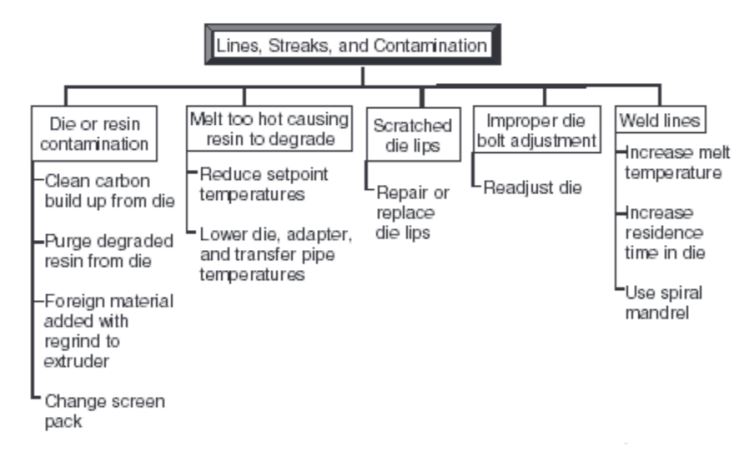
4. Lines, streaks, or film contamination
The potential causes for these problems in blown film are very similar to those in sheet or cast film. Lines and streaks are normally caused by imperfections in the die lip area (burr, scratch, carbon build-up) or something on the takeoff systems that is scratching the product (burr or build-up on the nip rolls or damaged equipment). Meanwhile, contamination, or black specks are generally caused by degraded resin or something added to the extruder feedstock, possibly through regrind.
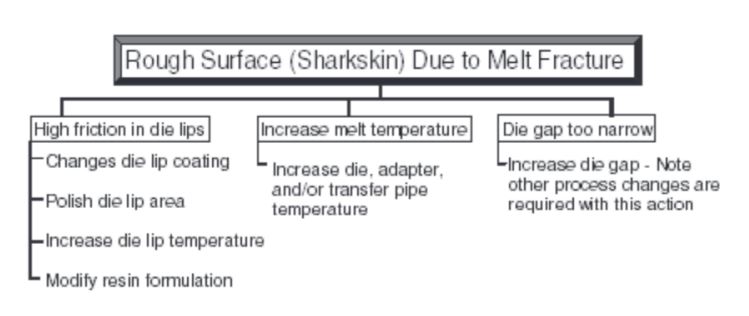
5. Rough film due to melt fracture
The potential causes for melt fracture in blown film are very similar to those in sheet or cast film. Melt fracture is created in the die lip area by high shear stress. It can be eliminated by reducing the friction in the die lip area through polishing the die lips, using a lower friction coating, or lowering the resin viscosity.
Also, it is a consequence of a narrow die gap. Unfortunately, changing the die gap requires other process changes that may affect the end-product properties and performance in a given application.
In conclusion, to achieve the best result as well as minimizing the occurrence of problems in blown film process, manufacturers need to consider three key factors: (`1) polymer selection, (2) process equipment design, (3) and process conditions.
About PolyFill
PolyFill is a leading Vietnamese filler masterbatch manufacturer. We deliver top-quality filler masterbatch and color masterbatch to thousands of customers in various countries. Our products have now been widely used in several applications such as blown film, extrusion, blow moulding, raffia, injection moulding,…

For further details and consultation, feel free to contact us HERE!