
Blow molding is an assembling procedure that is utilized to make empty plastic parts by expanding a warmed plastic tube until the point that it fills a form and structures the coveted shape. The crude material in this procedure is a thermoplastic as little pellets or granules, which is first liquefied and framed into an empty tube, called the parison. There are different methods for shaping the parison, as clarified beneath. The parison is then clipped between two form parts and expanded by pressurized air until the point when it adjusts to the internal state of the shape depression. Run of the mill weights are 25 to 150 psi, far not exactly for infusion shaping. Finally, after the part has cooled, the form parts are isolated and the part is shot out.
Parts produced using blow molding are plastic, empty, and thin-walled, for example, containers and bottles that are accessible in an assortment of shapes and sizes. Little items may incorporate bottles for water, fluid cleanser, cleanser, engine oil, and drain, while bigger compartments incorporate plastic drums, tubs, and capacity tanks. Blow molding parts can be framed from an assortment of thermoplastic materials, including the accompanying:
Low Density Polyethylene (LDPE)
High-Density Polyethylene (HDPE)
Polyethylene Terephtalate (PET)
Polypropylene (PP)
Polyvinyl Chloride (PVC)
As said above, there are distinctive strategies used to shape the parison which recognize the accompanying three types of blow molding:
Expulsion blow shaping
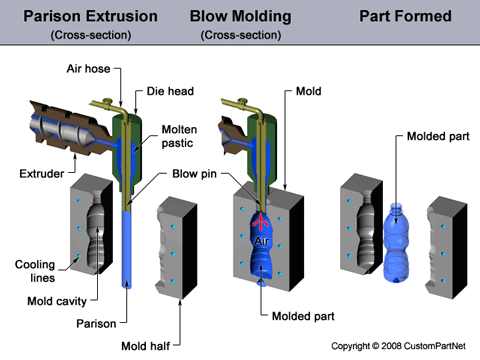
An extruder utilizes a turning screw to compel the liquid plastic through a pass on head that structures the parison around a blow stick. The parison is expelled vertically between the two open form parts, so they can close on the parison and blow stick. Pressurized wind streams through the blow stick to expand the parison. This is the most widely recognized kind of blow shaping and is utilized to produce extensive amounts of generally straightforward parts.
Injection blow molding
The liquid plastic is infusion shaped around a center inside a parison form to frame the empty parison. At the point when the parison form opens, both the parison and center are exchanged to the blow shape and safely cinched. The center at that point opens and permits pressurized air to blow up the parison. This is the slightest generally utilized technique as a result of the lower generation rate, however is fit for framing more convoluted parts with higher exactness. Infusion blow shaping is regularly favored for little, complex jugs, for example, those in restorative applications.
Stretch blow molding
The parison is framed similarly as infusion blow forming. Nonetheless, once exchanged to the blow form, it is warmed and extended descending by the center before being swelled. This extending gives more prominent quality to the plastic. Extend blow shaping is commonly used to make parts that must withstand some inner weight or be exceptionally strong, for example, soda bottles.
Blow molding advantages:
Can frame complex shapes with uniform divider thickness
High creation rate
Low work cost
Little piece produced
Blow shaping disadvantages:
Limited to empty, thin walled parts with low level of asymmetry
Poor control of divider thickness
Poor surface wrap up
Scarcely any material choices
High tooling and hardware cost
Blow forming applications:
Bottles, holders, ducting
1 Comment
Hello,nice share.