
Injection Molding Compounding
The Injection Molding Compounder (IMC) idea was first displayed by Krauss Maffei at the K1998 for long glass-fiber-fortified thermoplastics. Its trademark include is a twin-screw extruder, which is specifically incorporated into an injection forming framework.
The injection forming intensifying procedure joins two handling steps: the material exacerbating, which ordinarily happens at the crude material maker and the injection shaping procedure which for the most part is done at the injection decay. The last part is prepared specifically with just a single plasticizing process, and the material utilized does not need to be granulated and plasticized again after the intensifying advance in the plasticizing unit of an injection forming machine. The liquid material leaves the extruder and is straightforwardly nourished into a soften aggregator and further into the injection unit. After the example volume is achieved, a traditional injection forming process begins. The gatherer fills in as a cradle component between the persistently working extruder and the spasmodically working injection unit. The result is more noteworthy adaptability for the processor while enhancing both the segment structure and the nature of the shaped part, and additionally evidently bring down generation costs.
To date, all introduced injection shaping exacerbating frameworks have been intended for the handling of strands (long glass filaments, characteristic filaments). The advantage of preparing in a “solitary warmth” is the lower working temperature and the shorter living arrangement time in the entire handling office, and the lower lessening of the fiber length. The material’s properties are balanced by the expansion of added substances, for example, to enhance holding of the polar common filaments to the nonpolar polyolefins, which is likewise vital for layered silicates. Another preferred standpoint of the one-advance process contrasted with the two-advance process is vitality investment funds of around 40%, since the more vitality proficient, consistently working co-pivoting twin-screw extruder replaces the vitality escalated advance of plasticating by methods for a responding screw .
Wobbe states that huge zones stay unexplored while thinking about the potential outcomes and focal points of “single-warm” injection shaping. Cases are:
• Long strands are abbreviated less (the length is in charge of the solidness of the fiber composite) in light of the fact that there is no second plasticizing process in the injection unit.
• There is less wear and tear on the machine parts, on the grounds that an abnormal state of grating fillers can be added to the liquid polymer downstream.
• It will be simpler to create completed articles from exacerbates that tend to partitioned.
The MUL (University of Leoben) polymer nanocomposite Injection Molding Compounder (PNC-IMC) portrayed underneath (Figure. 1) is the world’s first uniquely adjusted IMC for the assembling and injection trim of polymer nanocomposites. It comprises of a ZSE 27 MAXX Leistritz-Compounder and a 1800 kN completely electric injection shaping machine by Engel. A 3-way valve and its specific plan take into account utilizing the IMC as three-inone creation line either for injection shaping intensifying, for injection forming or as an independently acting twin-screw compounder line. Moreover, this PNC-IMC can likewise be utilized for the homogenization of fillers in high temperature polymers (HTP) in temperatures going up to 400 °C.
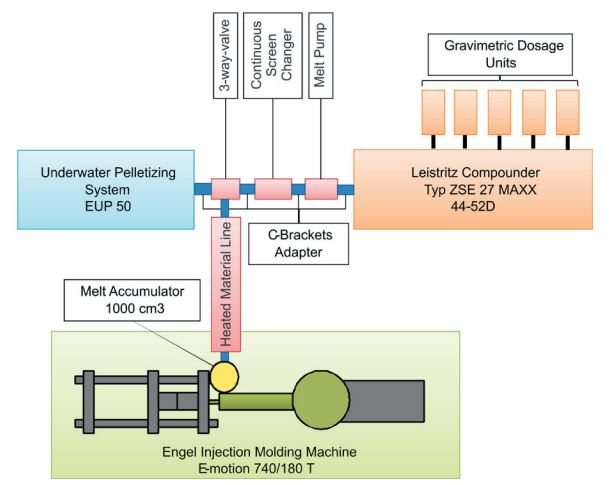
Figure. 1. Framework schematic of the MUL Polymer NanoComposite Injection Molding Compounder (PNC-IMC)
Compounding of Polymer Nanocomposites
Aggravating by soften blending is the most alluring mechanical technique for the planning of polymer nanocomposites because of its innovative effortlessness. Normal polymer handling machines are substantially less demanding and more lovely to use than utilizing hardware and methodology in concoction research centers, which are required for in situ or arrangement techniques. Moreover, these “research center techniques” are valuable for constrained measures of mixes; thusly, they are less attractive for some industry applications.
From the efficient perspective, the utilization of a co-pivoting twin-screw extruder as a consistent handling innovation is desirable over soften blending in an irregular kneader. High shear vitality (use of manipulating squares and high screw speed) and long living arrangement time are essential for the planning of polymer nanocomposites and the fruitful scattering of silicate plates in a polymer liquefy. In view of preparatory work at MUL, it is presently conceivable to acknowledge high shear vitality and long home time (which are regularly fundamentally unrelated in the expulsion procedure) by executing a soften draw before the twin-screw extruder. Advance conceivable outcomes for broadening the habitation time of the polymer dissolve are the screw length of the extruder, and the handling in an IMC, both of which are conceivable with the PNC-IMC portrayed.
Our point is the change of the mechanical properties and materials with higher warm conductivity, keeping in mind the end goal to lessen the cooling time of injection shaped parts and blow-formed parts with medium-to-high divider thicknesses, individually. There are numerous explanations behind the utilization of nanoclays in polymer frameworks extending from the improvement of auxiliary and mechanical properties to useful materials with a custom-made execution profile for thermostability, fire retardance, boundary properties or upgrade of warm conductivity.
Compounding Thermal Conductivity of Polymers
Warm conductivity is the most generally utilized property that evaluates the vehicle of warmth through a material. In polymers, warm conductivity depends on two distinct components: warm is exchanged through Van-der-Waals powers, and phonons are invigorated through covalent holding. By definition, vitality is transported relatively to the speed of sound; along these lines, warm conductivity takes after the relationship
λ = cp . ρ . υ . l
where the warm conductivity λ is specifically corresponding to the particular warmth limit cp, the thickness ρ, the speed of sound υ, and the sub-atomic partition l of the flexible waves.
Because of the expansion in thickness beneath the hardening of semi-crystalline thermoplastics, the warm conductivity is higher in the strong state than in the soften. Moreover, higher weight additionally builds the warm conductivity. Different components, for example, temperature, morphology and atomic introduction, are likewise influencing the warm conductivity of polymers. Very drawn semi-crystalline polymers like PP can have a considerably higher warm conductivity toward introduction of the polymer affixes than opposite to it.
It is additionally advantageous to know the warm conductivity of dispatched organizations with a specific end goal to display and dissect the warmth exchange process amid trim. Warm conductivity can be impacted essentially by the expansion of various fillers and added substances since the warm conductivity of most inorganic fillers is around 10 times higher than that of polymers. The expansion of warm conductivity relies upon the sort, on the sum and additionally on the molecule shape, the size and the dissemination of the utilized fillers.