
The procedure cycle for injection molding is short, regularly between 2 seconds and 2 minutes, and comprises of the accompanying four phases:
Clasping of Injection Molding
Prior to the injection of the material into the shape, the two parts of the form should first be safely shut by the bracing unit. Every 50% of the form is appended to the injection molding machine and one half is permitted to slide. The using pressurized water controlled cinching unit pushes the shape parts together and applies adequate power to keep the form safely shut while the material is infused. The time required to close and clip the form is needy upon the machine – bigger machines (those with more prominent bracing powers) will require additional time. This time can be evaluated from the dry process duration of the machine.
Injection
The crude plastic material, typically as pellets, is bolstered into the injection molding machine, and progressed towards the form by the injection unit. Amid this procedure, the material is dissolved by warmth and weight. The liquid plastic is then infused into the shape rapidly and the development of weight packs and holds the material. The measure of material that is injected is alluded to as the shot. The injection time is hard to figure precisely because of the intricate and changing stream of the liquid plastic into the form. Be that as it may, the injection time can be evaluated by the shot volume, injection weight, and injection control.
Cooling
The liquid plastic that is inside the form starts to cool when it reaches the inside shape surfaces. As the plastic cools, it will harden into the state of the coveted part. Be that as it may, amid cooling some shrinkage of the part may happen. The pressing of material in the injection organize enables extra material to stream into the shape and diminish the measure of unmistakable shrinkage. The shape can not be opened until the point that the required cooling time has slipped by. The cooling time can be evaluated from a few thermodynamic properties of the plastic and the most extreme divider thickness of the part.
Launch
After adequate time has passed, the cooled part might be catapulted from the form by the discharge framework, which is connected to the back portion of the shape. At the point when the form is opened, a component is utilized to drive the part out of the shape. Power must be connected to launch the part in light of the fact that amid cooling the part psychologists and sticks to the shape. Keeping in mind the end goal to encourage the launch of the section, a form discharge operator can be splashed onto the surfaces of the shape depression preceding injection of the material. The time that is required to open the shape and launch the part can be evaluated from the dry process duration of the machine and ought to incorporate time for the part to fall free of the form. Once the part is launched out, the form can be cinched closed for the following shot to be infused.
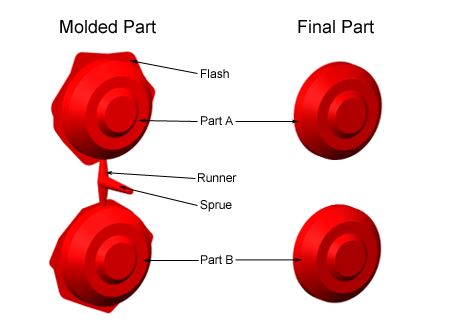
After the injection molding cycle, some post handling is ordinarily required. Amid cooling, the material in the channels of the form will cement appended to the part. This overabundance material, alongside any blaze that has happened, must be trimmed from the part, regularly by utilizing cutters. For a few sorts of material, for example, thermoplastics, the piece material that outcomes from this trimming can be reused by being put into a plastic processor, additionally called regrind machines or granulators, which regrinds the piece material into pellets. Because of some debasement of the material properties, the regrind must be blended with crude material in the best possible regrind proportion to be reused in the injection molding process.