
It has been seen in numerous occurrences (1-5) that the expulsion conduct of LLDPE is significantly not quite the same as different polyethylenes, for example, LLDPE or HDPE. Two of the real issues in expulsion of LLDPE are high power utilization and high stock temperatures. Different arrangements have been proposed (1, 3, 4); in any case, there is by all accounts little agreement with respect to what the best possible restorative activity ought to be. There is a specific absence of assention concerning the inquiries of the ideal screw outline for LLDPE. In this paper, we will investigate the polymer properties of LLDPE that influence the expulsion conduct and contrast these with a LDPE and HDPE. We will then investigate the expulsion attributes of these three polymers in real expulsion tests. At last, we will exhibit a designing examination of the expulsion procedure, considering the unique attributes of LLDPE. It will be demonstrated that the commonplace expulsion issues of LLDPE can be anticipated quantitatively if the correct polymer properties are known. From this more essential comprehension of the wellspring of the issues, the best possible arrangements as far as working conditions and screw configuration turn out to be very self-evident.
Polymer Properties
In light of expulsion hypothesis, three kinds of information are required to assess the expulsion attributes of any polymer. These are information on I) thickness, ii) warm properties, and iii) frictional and gooey properties. In a thorough examination, every one of the three sorts of information ought to be considered. The three polymers broke down in this investigation are LDPE (DFD 6040 by Union Carbide), LLDPE (DFDA 7547 by Union Carbide), and HDPE (Marlex 6003 by Phillips). Every one of the information are appeared in Table I. What’s more, Figure 1 demonstrates the particular warmth as a component of temperature for each of the three polymers.
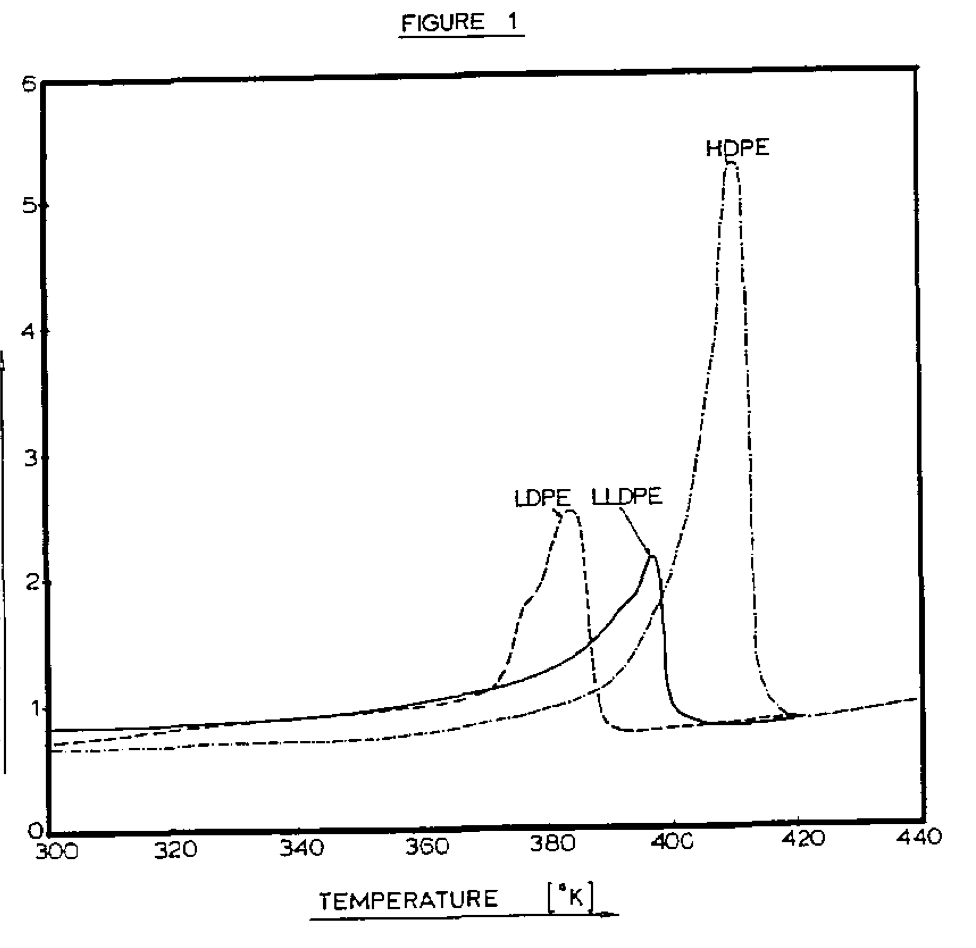
The thickness and mass thickness of LDPE and LLDPE are very close. HDPE is higher in thickness and mass thickness, to a great extent on account of its high crystallinity. As far as warm properties, LLDPE is fundamentally the same as LDPE. Along these lines, one would expect the warm conduct in an extruder to be fundamentally the same as too, all different components being steady. The equivalent is valid for the frictional properties of LDPE and LLDPE. In this manner, the solids passing on attributes in an extruder would be relied upon to be very comparative for these two polymers. In the dissolve stream properties, some critical contrasts can be seen. The thickness at low shear rates for LLDPE is significantly lower than for LDPE or HDPE; at high shear rates the inverse is valid. LLDPE is considerably less shear diminishing than LDPE, yet additionally not as much as HDPE. The power law record of LLDPE is twice as high as LDPE and around 20 percent higher than HDPE.
In light of the polymer properties, one would expect the plasticating and dissolve passing on in an extruder to be altogether extraordinary for LLDPE when contrasted with LDPE and HDPE. The plasticating procedure will likewise be influenced on the grounds that the thick warmth age in the thin liquefy film between the barrel and the strong bed Will no doubt be significantly higher for LLDPE. One would, in this way, anticipate that softening will be finished before, adding to an ascent in stock temperature.
Polymer Extrusion Experiments
With the end goal to assess the real expulsion attributes of the three polyethylenes, the three polymers were expelled on a 1.5-inch extruder. The extruder is a 24 L/D machine made by Davis-Standard. The polymer was expelled through a coat-holder bite the dust, delivering a sheet 6 inches wide and 0.020 inch thick. Every polymer was expelled at 40 and 60 rpm; each trial was rehashed on an alternate day with the end goal to survey the reproducibility of the information. The procedure parameters are appeared in Tab1e II.
In taking a gander at the information, two points are very perceptible. Both the diehead weight and the engine stack for LLDPE are impressively higher than for LDPE, yet additionally higher than HDPE. This is appeared in Figure 2. This is another sign that the warm properties or thickness are not in charge of the unordinary expulsion conduct of LLDPE. The particular vitality utilization (SEC) for every one of the three polymers is moderately free of yield. The normal SEC for LLDPE is 56 percent higher than LDPE and 34 percent higher than HDPE – these are vast contrasts in reality!
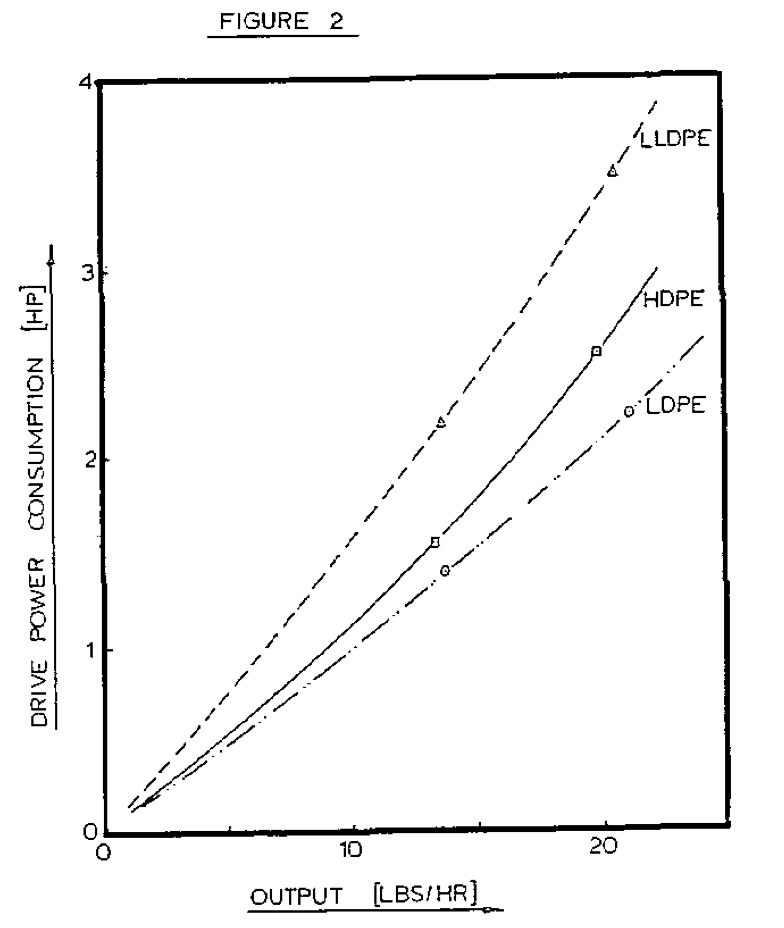
The diehead weight of LLDPE is around 54 percent higher than LDPE and 35 percent higher than HDPE. The relative contrasts in engine stack and diehead weight are close. It appears to be protected to expect that they have a similar source. The yield per RPM in all cases is about the equivalent. Accordingly, the normal living arrangement time of the polymers ought to be about the equivalent too. Hence, the expanded power utilization must be clarified by the way that the general level of shear worry in LLDPE must be extensively higher than either LDPE or HDPE,
Polymer Analysis
From the stream properties, it isn’t promptly evident that LLDPE should cause a higher engine stack in expulsion. At low shear rates, the consistency of LLDPE is lower and at high shear rates, the thickness of LLDPE is higher than LDPE and HDPE. The traverse point happens at a shear rate of around 10 to 50 sec-1, It is clear, along these lines, that the powerful utilization with LLDPE is to a great extent dictated by shearing at rates extensively higher than 10 sec-1. The power utilization in the screw channel for a Newtonian liquid can he composed as (7-10):

where variable “a” speaks to the proportion of weight stream to drag stream.
The power utilization in the freedom between screw flight and barrel is:

The power required to raise the weight is:

The aggregate power utilization for soften passing on is:

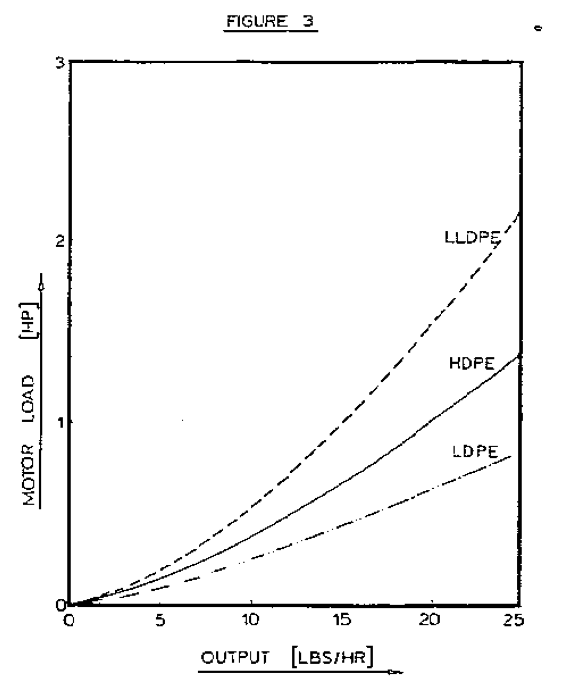
On the off chance that the thickness in the tighten channel and the leeway is assessed, locally, by methods for a power law relationship, the yield versus control utilization can be ascertained as a component of intensity law record. Figure 3 demonstrates the anticipated power utilization for the three polymers as a component of yield. The relative contrasts in power utilization from the expulsion tests, Figure 2, are in great concurrence with the anticipated qualities, appeared in Figure 3.
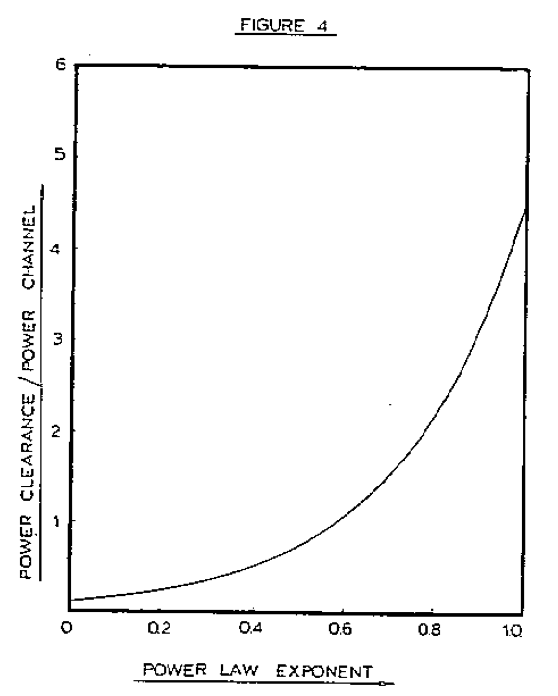
The proportion of intensity utilization in the leeway to the power utilization in the channel is firmly reliant on the thickness proportion and, along these lines, on the power law record. This is appeared in Figure 4. The proportion of intensity utilization in freedom to the power utilization in the channel (control proportion) increments with expanding power law record. For a Newtonian liquid the power proportion is anticipated to be 4.5:1!! This implies in excess of 80 percent of the power is devoured in the freedom. On account of LLDPE with a power law list of 0.56, around 50 percent of the power is expended in the flight freedom.
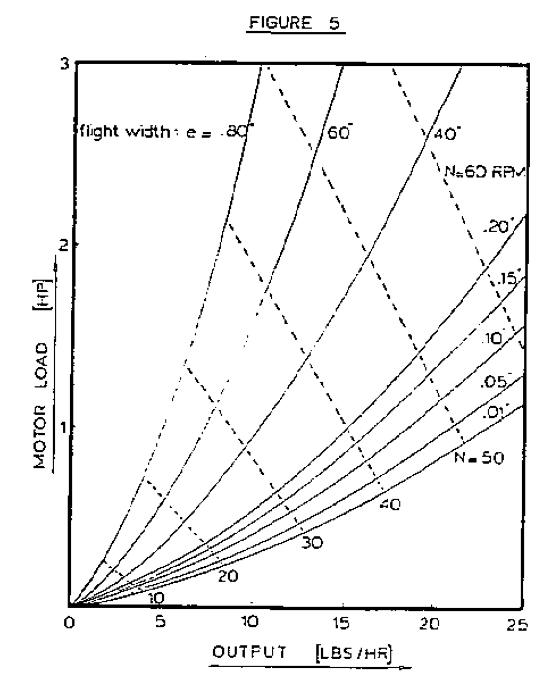
Clearly, the geometry of the flight leeway is of basic significance to the power utilization. The three vital geometrical parameters are flight width, helix point, and spiral leeway. The impact of flight width is appeared in Figure 5. Decreasing the flight width from 0.200 inch to 0.100 inch causes a decrease in power utilization of very nearly 30 percent! Using a flight width littler than the standard 0.10 can plainly yield generous decreases in power utilization and temperature develop.
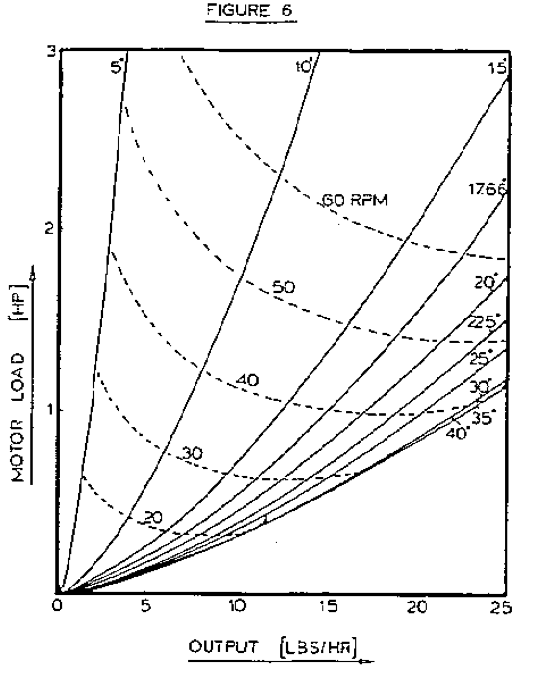
The impact of the helix edge on power utilization is appeared in Figure 6. The power utilization decreases with helix point up to a specific ideal esteem, from that point on the power utilization increments with helix edge. The information in Figure 6 is legitimate for one arrangement of conditions. Hence, it is valuable to build up a general strategy to detemine the ideal helix plot for power utilization. Since both power utilization and temperature develop are of concern, the particular vitality utilization ought to be limited.
The particular vitality utilization (SEC) is the mechanical vitality used per unit mass of material. In this manner, the SEC is in charge of the temperature develop in the polymer by frictional and gooey dissemination of vitality provided by the extruder screw. A general articulation of the ideal helix plot for SEC can be gotten by setting:

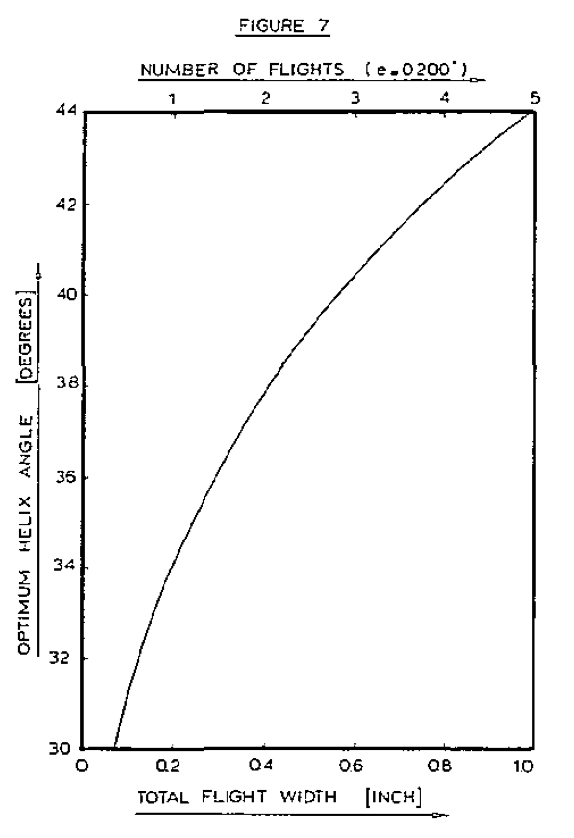
This turns out to be clear when one understands that SEC is the proportion of intensity utilization (Z) to yield (V). The genuine articulation can be found in (11). There isn’t an evident basic, expository answer for this condition. Subsequently, a numerical system ought to be utilized to locate the ideal helix point. A Newton-Raphson conspire yields an answer by and large inside five or six cycles. The genuine estimation of the ideal helix edge is somewhat obtuse to weight slope and outspread freedom, yet genuinely delicate to the flight width or number of flights. This is appeared in Figure 7.
Like the helix edge, there is likewise an ideal estimation of the outspread freedom for which the SEC is limited. A general articulation for the ideal outspread leeway can be resolved from:

The real articulation can be found in (11). Once more, there is no clear expository arrangement, and a numerical procedure ought to be utilized to discover the arrangement. For the 1.5 inch extruder, utilized in the trials, the ideal leeway for LLDPE is observed to be 6.63 mils, with the weight ascend over the metering area being 2000 psi. A general industry hone is to make the spiral freedom around one mil for every inch of screw measurement. Accordingly, the ideal leeway is considerably bigger than the standard freedom! Deciding the ideal freedom along these lines has the preferred standpoint that the leeway is resolved from an utilitarian investigation and not just controlled by mechanical contemplations.
Polymer Optimum Geometry
The ideal geometry of the screw flight is dictated by the flight width, helix edge, and spiral freedom for ‘which the SEC is limited all the while. The hypothetically ideal flight width in the precedent is around 10 mils (11). In this way, contemplations of mechanical quality will unmistakably restrain the base flight width that can be endured. The worries in the screw flight are specifically corresponding to the flight stature and contrarily relative to the flight width Squared. Considering, a more sensible rule for the flight width in the metering area can be planned:

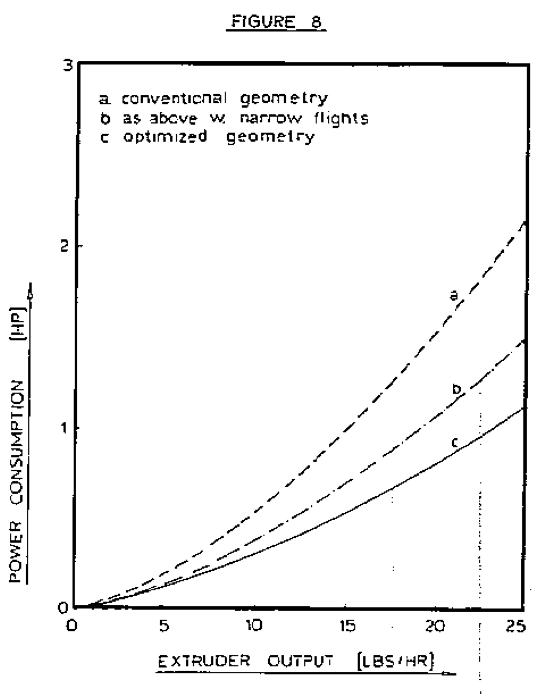
In the precedent, this rule gives a flight width in the metering area of 0.090 inch. This is extensively smaller than the 0.200 inch flight width in the real screw plan. With this flight width, the ideal helix edge with LLDPE moves toward becoming 29 degrees and the spiral leeway 6 mils. Figure 8 demonstrates the power utilization for the screw with the traditional geometry and the screw with the improved geometry. A generous decrease in power utilization is gotten by upgrading the flight geometry; the decrease is around 45 percent! The impact of changing just the flight width is additionally appeared in Figure 8. Decrease of the flight width causes around a 30 percent drop in SEC. Therefore, by making a minor change to a current screw, one could accomplish a huge decrease in power utilization.
It ought to be noticed that the power utilization was just computed in the liquefy passing on zone. The estimations were performed over a hub length of 100. In this manner, it is not out of the ordinary that the aggregate power utilization will be about double the computed power utilization. This is affirmed by looking at the real aggregate power utilization (Figure 2) to the anticipated power utilization of the liquefy passing on zone (Figure 3),
The powerful utilization of LLDPE pitches is basically because of the high total level of the liquefy thickness and the low level of pseudoplasticity. LLDPE is substantially less shear diminishing than LDPE, yet in addition not as much as HDPE. The soften passing on zone is, to a vast degree, in charge of the powerful utilization. Power expectations dependent on simply dissolve passing on do without a doubt demonstrate indistinguishable relative contrasts from saw in genuine analyses. The analyses are finished with a LDPE, a LLDPE, and a HDPE. In all cases, the LLDPE polymer demonstrated the most astounding engine stack.
An expansive part of the engine control is devoured in the freedom among flight and barrel. This portion increments as the level of pseudoplasticity of the polymer soften diminishes. With LLDPE around 45 percent of the power is expended in the leeway when a standard screw configuration is utilized; with LDPE this is around 25 percent. Specific consideration ought to be paid to the geometry of the flight if the power utilization should be lessened.
Articulations were gotten from which the ideal helix edge and spiral freedom can be resolved. The base flight width is controlled by its mechanical quality. A rule for the flight width in the metering segment is given. The ideal qualities for helix point, freedom, and flight width go amiss extensively from qualities thought about standard in the business. Contrasting the streamlined geometry with the traditional geometry, the drop in power utilization is around 45 percent on account of LLDPE. Accordingly, obviously considerable power decreases can be acquired by appropriate outline of the extruder screws.
It ought to be evident that by diminishing the SEC, the gooey warmth age in the polymer will be decreased also. Hence, decreasing the power utilization will likewise diminish the issue of high stock temperatures.
Reference
1. E. W. Veazey and J. E. Suazo, SPE Tech. Papers (PACTEC), 6, 129 (1981).
2. L. Hoover-Siegel, Plast. World, p. 70, Jan. (1982).
3. S. J. Kurtz, L. S. Scarola and J. C. Miller, Plast. Eng., 45, June (1982).
4. W. Kurzbuch, SPE Tech. Papers (ANTEC). 28, 199 (1982).
5. D. Constantin, SPE Tech. Papers (ANTEC), 28, 206 (1982).
6. J. A. D. Emmanuel and l. R, Schmidth, SPE Tech. Papers (ANTEC), 27. 672 (1981).
7. E. C. Bernhardt, ed., “Processing of Thermoplastic Materials”, Krieger, Huntington, NY, (1959).
8. W. L Gore and J. M. McKelvey, “Theory of Screw Extruders”, ch. 16 of, Rheology, Vol. 3, edited by F. R. Eirich Academic Press (1960).
9. J. M. McKelvey, “Polymer Processing ” John Wiley & Sons, NY (1962).
10. Z. Tadmor and I. Klein, “Engineering Principles of Plasticating Extrusion”, van Nostrand Reinhold Comp., NY, (1970).
11. C. J. Rauwendaal, Paper submitted to Polym. Eng. Sc., Dec. (1982).