
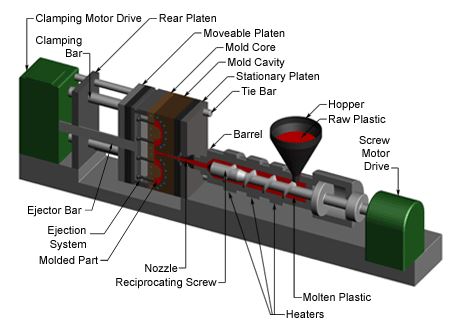
Injection moulding machines have numerous segments and are accessible in various designs, including a level setup and a vertical arrangement. Be that as it may, paying little heed to their plan, all injection molding machines use a power source, injection unit, shape get together, and cinching unit to play out the four phases of the procedure cycle.
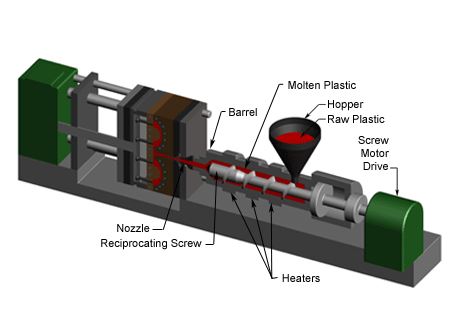
Injection moulding unit
The injection unit is in charge of both warming and infusing the material into the form. The initial segment of this unit is the container, a huge compartment into which the crude plastic is poured. The container has an open base, which enables the material to bolster into the barrel. The barrel contains the component for warming and infusing the material into the shape. This system is generally a slam injector or a responding screw. A smash injector powers the material forward through a warmed area with a slam or plunger that is normally using pressurized water fueled. Today, the more typical method is the utilization of a responding screw. A responding screw advances the material by both turning and sliding pivotally, being controlled by either a pressure driven or electric engine. The material enters the furrows of the screw from the container and is progressed towards the form as the screw pivots. While it is propelled, the material is liquefied by weight, contact, and extra warmers that encompass the responding screw. The liquid plastic is then infused rapidly into the shape through the spout toward the finish of the barrel by the development of weight and the forward activity of the screw. This expanding weight enables the material to be stuffed and coercively held in the shape. Once the material has hardened inside the form, the screw can withdraw and load with more material for the following shot.
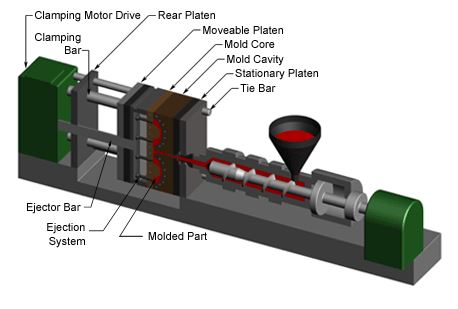
Cinching unit of injection moulding machine
Before the injection of the liquid plastic into the form, the two parts of the shape should first be safely shut by the clipping unit. At the point when the shape is appended to the injection moulding machine, every half is settled to an extensive plate, called a platen. The front portion of the shape, called the form depression, is mounted to a stationary platen and lines up with the spout of the injection unit. The back portion of the form, called the shape center, is mounted to a versatile platen, which slides along the tie bars. The using pressurized water controlled bracing engine activates clipping bars that push the moveable platen towards the stationary platen and apply adequate power to keep the form safely shut while the material is infused and consequently cools. After the required cooling time, the shape is then opened by the clasping engine. A discharge framework, which is appended to the back portion of the shape, is impelled by the ejector bar and drives the set part out of the open hole.
Machine particulars of injection moulding machine
Injection moulding machines are regularly portrayed by the tonnage of the clasp drive they give. The required brace compel is dictated by the anticipated zone of the parts in the form and the weight with which the material is infused. Subsequently, a bigger part will require a bigger clipping power. Likewise, certain materials that require high injection weights may require higher tonnage machines. The extent of the part should likewise agree to other machine details, for example, shot limit, clip stroke, least form thickness, and platen measure.
Injection moulded parts can differ extraordinarily in estimate and accordingly require these measures to cover a vast range. Therefore, infusion forming machines are intended to each suit a little scope of this bigger range of qualities. Test determinations are appeared underneath for three changed models (Babyplast, Powerline, and Maxima) of injection moulding machine that are fabricated by Cincinnati Milacron.
| Babyplast | Powerline | Maxima | |
| Clamp force (ton) | 6.6 | 330 | 4400 |
| Shot capacity (oz.) | 0.13 – 0.50 | 8 – 34 | 413 – 1054 |
| Clamp stroke (in.) | 4.33 | 23.6 | 133.8 |
| Min. mold thickness (in.) | 1.18 | 7.9 | 31.5 |
| Platen size (in.) | 2.95 x 2.95 | 40.55 x 40.55 | 122.0 x 106.3 |