
UNIPOL polypropylene process innovation is a gas-stage innovation that is happened in a fluidized bed reactor framework. The procedure is steady and unsurprising. The center office has the littlest impression in the business which enables us to build up the entire polypropylene plant in a zone of 60m x 65m. Dow makes Shell High Activity Catalyst (SHAC) for UNIPOL process at Norco plant claimed by Shell. The last enhanced utilizing impetus was in 1996, which is SHAC-320 with less tails for diminished smoke and enhanced lucidity film. Dow produces business homo-polymer polypropylene by utilizing UNIPOL innovation. Dow Company is a noteworthy overall licensor for polypropylene advances. The organization has 30 licensees in 18 nations with 26 working plants and 4 plants in development. The biggest single reactor line with a limit of 200,000 tons for each year is worked by SABIC in Saudi Arabia and can create in excess of 290,000 tons for every year homo-polymer. The principle preparing squares of UNIPOL plant are impetus dealing with, propylene treatment for evacuation of following impetus harms, polymerization, gum cleansing, coordinated palletization, stockpiling, bundling and stacking.
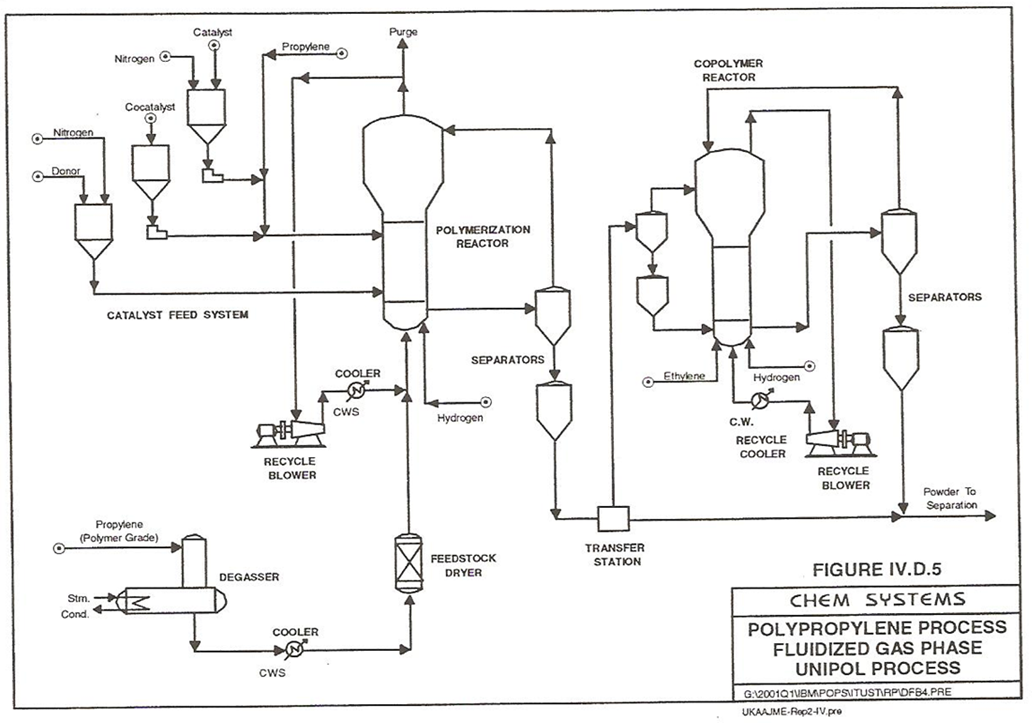
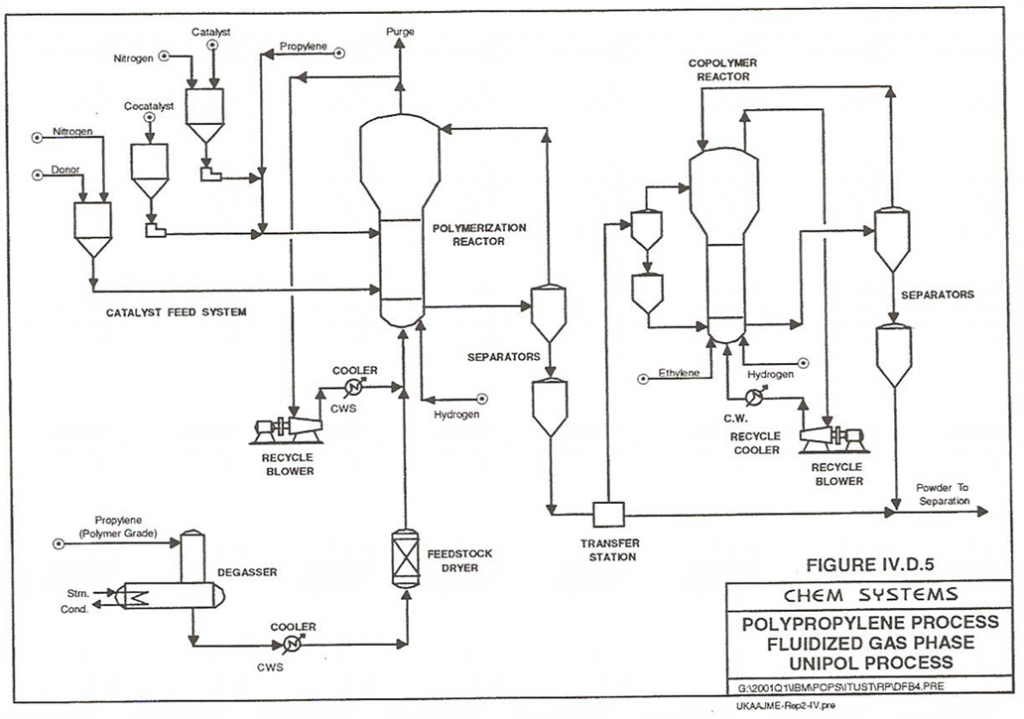
Figure 4. Polypropylene fluidized gas-phase UNIPOL process (stage 1)
In Figure 4, crisp propylene feedstock (99.5% propylene) goes through a degassing segment for expulsion of oxygen and experiences atomic strainers (separator) to evacuate follow amounts of water and different materials, for example, acetylene and sulfur mixes. At that point, the feedstock goes through a warmth exchanger (cooler) and it is sent to a dryer before entering the gas-stage polymerization reactor. The reactant gas stream is flowed through the bed; goes to a blower and afterward cooled in an outside warmth exchanger to evacuate the exothermic response warm. Likewise, warm expulsion is principally done by buildup of propylene where 10-12% of propylene encouraged into the reactor is fluid. The reactor framework holds an expandable vertical weight vessel in the upper segment that handle polymer particles and it is built of carbon steel and works at 34.5 bar, 65°C. The working conditions fulfill the dew purpose of the monomer. One preferred standpoint of the blower in the reuse circle is that it adjusts the weight contrasts in the entire circle course, where the weight is around 1.7 bar. The fluidized-bed reactor has a living arrangement time of under 1.5 hours and a broad back blending. The new fluid polymer-review propylene is joined with reused gases and enters the reactor base. Gas stream gives fluidization of the polymer inside the reactor. Titanium-bolstered impetus, co-impetus, hydrogen and an electron benefactor are added into the reactor to control atomic weight and selectivity. In homo-polymer generation, polymer is taken out, intermittently, from the polymerization reactor into a progression of high-weight gas/strong separators. The isolated gas is reused back to the highest point of the reactor where the fluid polymer experiences additionally handling and is changed over to powder polymer.
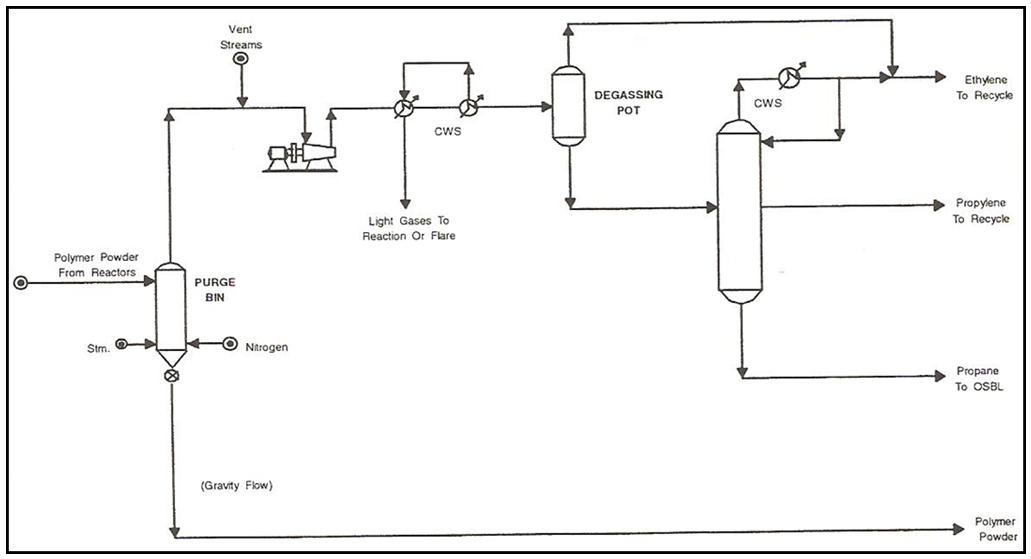
Figure 5. Polypropylene fluidized gas-phase UNIPOL process (stage 2)
In Figure 5, the isolated polymer powder (base) from gas/strong separator is conveyed to a cleanse tower where lingering monomers (2000-3000 ppm) are stripped with infused nitrogen and steam to kill the impetus buildups. At that point, polymer powder leaves the cleanse tower base by gravitational power and is bolstered into a downstream expulsion unit, Figure 6. Then again, vented material from the cleanse tower (distillate) is sent to a little recuperation task at which it is compacted, gone through two warmth exchangers to evacuate light gases and sent to a degassing pot where ethylene at distillate is reused and the rest of the item at base is sent to another separator tower. Ethylene, propylene and propane are isolated from each other in a separator tower. In any case, ethylene and propylene streams are reused for affect copolymer generation.
Effect copolymer creation happens in the second reactor in Figure 4, where the reactor-released saps with dynamic impetuses are sent to an exchange unit. At that point, it is bolstered to the liquid bed copolymer reactor before entering the cleanse tower (organize 2). Ethylene, reused propylene and hydrogen are sustained to the copolymer reactor. In any case, the reuse cooler arrangement of the copolymer reactor is like the homo-polymer reactor framework aside from that the gas reuse circle for copolymer works 100% in gas-stage. Reactor polymer item (base) is sent to an arrangement of gas/strong separators where the isolated gas (distillate) is reused back to the highest point of the copolymer reactor. The last polymer powder item goes from the separators base to the cleanse tower (organize 2).
The expulsion area, Figure 6, forms the polymer powder either homo-polymer or copolymer that is originating from the cleanse container by gravity implies. The powder stream is mixed with specific added substances in a blender. At that point, it goes to a feed container and is nourished into an extruder by means of a gravimetric feeder controller. There is a fluid feeder that packs a fluid with the powder stream into the extruder. Extruder frameworks offered by Dow involve liquefy blenders (e.g. twin screw extruder) with equip pumps course of action and submerged kick the bucket confronted pelletisers.
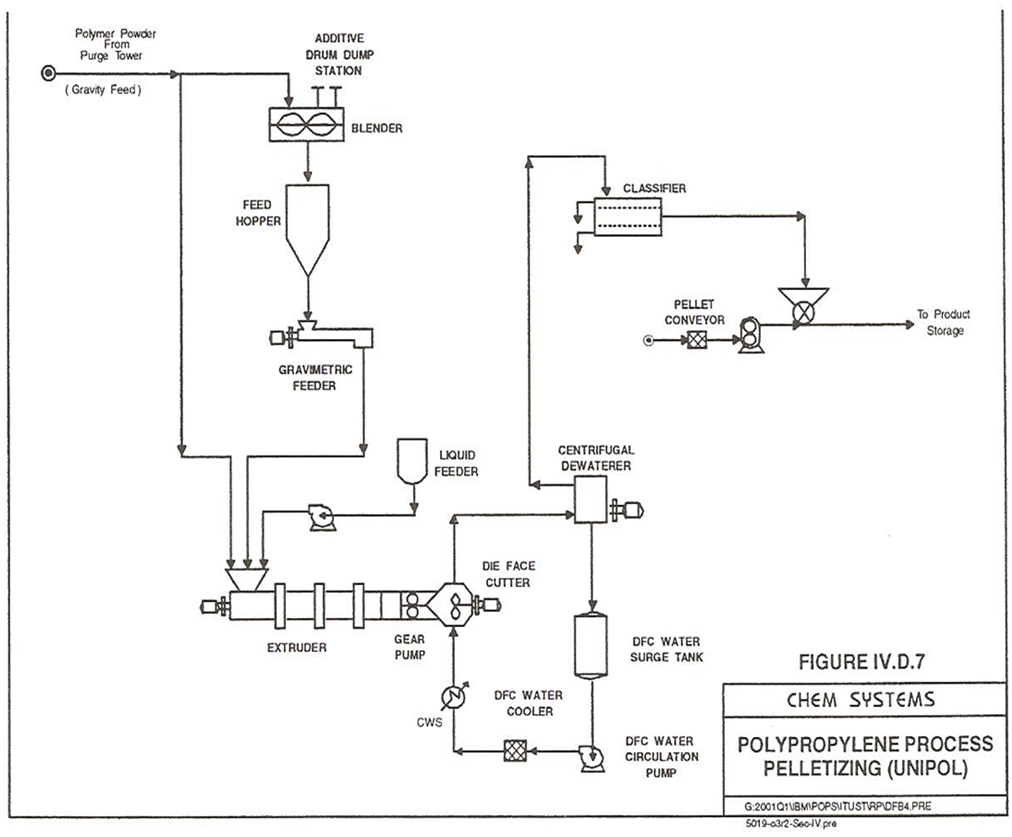
Figure 6. Polypropylene fluidized gas-phase UNIPOL process (stage 3)
Amid expulsion process, the condensed polymer sets and is cut into small pellets submerged and completed of the pelletisation unit in a general water stream. The bite the dust confront is kept at 280°C by presenting the kick the bucket to a high-weight steam to warm it. At that point, the polymer/water stream is sent to a radial de-waterer unit. At the base of the diffusive de-waterer, the emptied water is gathered and is put away in a water surge tank to be circled in the framework. The reused water is pumped, sifted and cooled before it is come back to the submerged pelletiser unit. The distillate of the divergent de-waterer will have just dry polymer pellets that are sent to a classifier for measure isolation handling. Next, pellets are transported to a regular pitch dealing with framework.
It is prescribed to have a mix of two stockpiling/ceaseless mixing canisters in addition to one stacking container for every reactor line with a specific end goal to make it less demanding for sacking, pelletising and wrapping the last item.